PART NUMBER:
NA2092
FEDERAL SUPPLY CODE:
32387
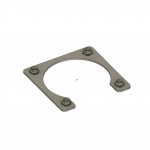
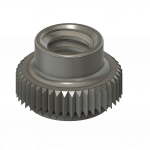
NA2092 Jiffynut
JIFFYNUT, SELF-LOCKING, NON-LOCKING
3D Model View
Schematic View
Specifications
MATERIAL:
-
No Code
Alloy steel or 416 corrosion resistant steel, heat treated.
-
"S" Code
303 CRES per AMS5640 or AMS5641.
-
"SS" Code
303 CRES per AMS5640 or AMS5641.
FINISH:
-
No Code
Cadmium plater per AMS-QQ-P-416, Type I, Class 3 plus solid film lubricant per AS5272 is self-locking type.
-
"S" Code
Passivated per AMS2700 plus solid film lubricant per AS5272 if self-locking type.
-
"SS" Code
Silver plated per AMS2410.
SERVICE TEMP.:
-
No Code
To 450 degrees Fahrenheit.
-
"S" Code - Self-Locking
To 450 degrees Fahrenheit.
-
"S" Code - Non-Locking
To 800 degrees Fahrenheit.
-
"SS" Code
To 800 degrees Fahrenheit.
VARIATIONS:
-
"L" Code
Add after dash number for self-locking thread (refer to engineering data section for details on suffix codes).
Image Gallery






3D Model View
Product Information
Marketing Summary
PART #: NA2092
- Jiffynut
- Self-Locking
- Non-Locking
- A press-in nut for use in aluminum, cold rolled steel and other materials having cold flow characteristics. Not recommended for use in magnesium.
Notes:
- See Table II and Figure 2 for installation procedure and recommended tooling (see recommended installation procedure section).
- The NA2092 series is equivalent to and supersedes the CE103 series.
Recommended Installation Procedure:
- For installation in sheet thickness less than recommended minimum, press in nut until pilot is flush with bottom of sheets – then perform push-out and torque-out tests to determine if installation meets your particular requirements.
- Installation procedure is as follows:
- Prepare hole per Table II.
- With proper hollow punch, as shown in Table II and Figure 2, press in nut approximately .010 – .015, subsequent installation should be pressed in approximately the same amount.
- Do not chamfer hole on side from which nut is inserted.
- For replacement of nut:
- Press out nut while backing up parent material surrounding flange.
- Clean out hole with drill if necessary and press in replacement nut until flange is bottomed on parent material or until nut is again secure.
Engineering Downloads
RELATED PRODUCTS