PART NUMBER:
NA2452
FEDERAL SUPPLY CODE:
32387
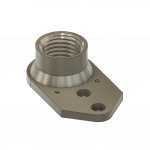
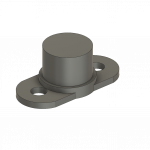
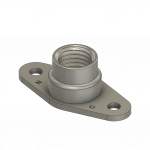
NA2452 Series Fixed Two Lug Plate Nut / NA0041
NUT, PLATE, SELF-LOCKING, LOW HEIGHT, FIXED, TWO LUG
MATERIAL:
-
STEEL
Carbon or alloy steel, heat treated.
-
CRES
(UNS S66286) - A286 per AMS5525, AMS5732 or AMS5737.
FINISH:
-
STEEL
Cadmium plate per AMS-QQ-P-416, type II, class 2.
-
CRES
For 425℃ use silver plate per AMS2410 to a 5µm minimum thickness on surfaces which can be touched by a 20mm diameter ball. Threads shall show complete coverage, but thickness requirement on threads is waived.
LUBRICANT:
-
Molybdenum disulfide dry film lubricant in accordance with AS5272.
CODE:
-
"A" CODE
Steel material, CAD plate per AMS-QQ-P-416, type II, class 2, MoS2 dry film lubricant.
-
"X" CODE
Same as "A" code without dry film lubricant.
-
"CS" CODE
A286 CRES material, silver plate per AMS2410.
-
"CM" CODE
A286 CRES material, MoS2 dry film lubricant.
-
"K" CODE
Following dash number indicates dimpled rivet holes.
-
"W" CODE
Following dash number indicates projection weld nibs. "CS" code only, no silver plate on weld nibs.







Marketing Summary
PART #: NA2452
- Nut
- Plate
- Self-Locking
- Low Height
- Fixed
- Two Lug
Notes:
- /1/ Minimum “E” limited only by strength requirements of specification.
- /2/ Threads shall be MJ form in accordance with FED-STD-H28/21. For acceptability see procurement specification.
- Dimensioning and tolerancing per ASME Y14.5M.
- Dimensions in millimeters and apply after finish and prior to the application of lubrication unless otherwise specified.
- For CRES, magnetic permeability shall be less than 2.0 (Air = 1.0) for a field strength of H = 16 kA/m using a magnetic permeability indicator per ASTM A342/A M, test method 3.
- This standard takes precedence over documents referenced herein.
- Unless otherwise specified, part inventory manufactured to previous of the applicable drawing or specification may be procured and used until stock is depleted.
- Referenced documents shall be the issue in effect on date of invitations for bid.
Procurement Specification:
| STEEL NUTS | NA0009 CLASS II |
| CRES NUTS | NA0044 CLASS II |