PART NUMBER:
NA2390
FEDERAL SUPPLY CODE:
32387
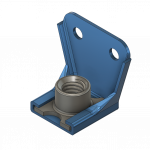
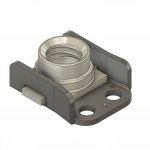
NA2390 Series Floating Nut Plate / NAS1789
NUT, PLATE, SELF-LOCKING, FLOATING, LOW HEIGHT, REDUCED RIVET SPACING, COUNTERBORED, 160 KSI, 450℉, 800℉
MATERIAL:
-
STEEL
Carbon or alloy heat treated SAE1030 or better; neither the sulfur or non-phosphorous content shall exceed .050% by weight.
-
CRES
A286 per AMS5525, AMS5732, AMS5737 or AMS5853. /7/
FINISH:
-
STEEL
Cadmium plate per AMS-QQ-P-416, type II, class 2.
-
CRES
Silver plate for 800℉ use per AMS2410 to a .0002 min. thickness on surface which can be touched by a .750 diameter ball. Threads shall show complete coverage, but thickness requirements on threads is waived. Passivate per AMS2700, method 1, class 4 on all CRES parts before the application of dry film lubricant.
LUBRICANT:
-
Molydisulfide (MoS2) dry film lubricant per NASM25027. The inclusion of a lubricant on the baskets of dry film lubricated nuts is optional.
CODE:
-
"-" CODE
Steel, cadmium plated with dry film lubricant.
-
"C" CODE
In place of dash indicates CRES nuts with silver plate.
-
"K" CODE
Suffixed to the dash number indicates dimpled rivet holes.
-
"M" CODE
Suffixed to the dash number indicates CRES nuts, without silver plate, with dry film lubricant.
-
"W" CODE
Suffixed to the dash number project weld nibs for CRES silver plated parts only (no silver plate on weld nibs).
-
"X" CODE
In place of dash indicates cadmium plated nuts without dry film lubricant.









Marketing Summary
PART #: NA2390
- Nut
- Self-Locking
- Plate
- Floating
- Low Height
- Reduced Rivet Spacing
- Counterbored
- 160 KSI
- 450℉
- 800℉
Notes:
- /1/ Mark “C” on CRES parts. Location Optional.
- /2/. Raised or depressed dot for 160 KSI identification, location optional.
- /3/ Manufacturer’s I.D., location optional.
- /4/ 2K minimum diameter clearance for attaching rivets.
- /5/ Float of nut portion of assembly shall not be less than .020 inches laterally and longitudinally from centered position. Nut body shall be capable of engagement with a bolt in the maximum misaligned position.
- /6/ The assembly shall provide a bearing surface for the nut, and the nut and base portion of the assembly shall form one integral unit.
- /7/ For CRES parts only, magnetic permeability shall be less than 2.0 (Air = 1.0) for a field strength H = 200 Oersteds using a magnetic permeability indicator per ASTM A342/A342M, test method 3.
- Referenced documents shall be the issue in effect on date of invitations for bid.
- /9/ Includes float of the nut element.
- /10/ Minimum “E” limited only by strength requirements of specification.
- /11/ Threads shall be in accordance with AS8879 before lubrication.
- Dimensions are in inches unless otherwise specified.
- This standard takes precedence over documents referenced herein.
- Remove all burrs and sharp edges.
- Dimensioning and tolerancing per ANSI Y14.5M-1982.
- Unless otherwise specified, pert inventory manufactured to previous revisions of the applicable drawing or specification may be procured and used until stock is depleted.
Procurement Specification:
| Steel Nuts | CRES Nuts |
| NAS3350, Class II. | NASM25027 except minimum tensile strength shall be as tabulated. Test bolts for CRES nuts shall be 180 KSI minimum. |
- All parts must meet qualification and inspection requirements. Manufacturers shall provide evidence of qualification when required. Testing shall be performed by manufacturer or independent laboratory. Procuring agency may conduct confirming qualification tests. No QPL shall be established.